条件1: 明确5S的目的并且彻底实施了5S吗?
条件2: 能够灵活对应小批量生产(装置型生产)和一个流生产(组装生产)吗?
条件3: 进行小批量生产,更换作业程序的次数会增加。更换作业程序的时间是否被缩短了呢(快速更换作业程序,一次成功更换作业程等)?
条件4: 不合格产品是否无限接近零?
条件5: 减少机械设备故障的PM体制是否完善?
条件6: 作业人员是否具备迅速解决问题、改善问题的能力?是否具备微调整的能力?
条件7: 是否拥有足够的空间用于按照作业程序排列设备(小型化和专用化)?
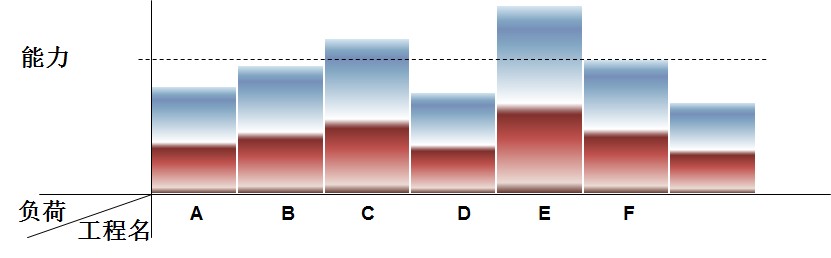
条件8: 是否形成了可以设定作为同期化速度标准的节拍时间(tact time)的职场体质呢?
条件9: 可以推进作业人员的多能工化吗?
二、生产流程化
1、生产流程化的定义
所谓生产流程化,是一种改变了按照各个流程(工序)单位进行生产的传统思维,把生产流程看作是“河流”,以流水线来生产产品的生产方式。仔细研究一下生产流程化,就可以消除各道工序内部、各道工序之间的物资的停滞,实现一个流生产。
那么,实现生产流程化应该具备什么条件?
2、理想化流程的条件
条件1:生产流程理想化,流程化有必要设计一条理想的生产流程。
条件2:设备布置理想化,按照生产流程顺序依次排列机器设备,减少运输的浪费。设备的配置要以便于组装生产线的小型化、专用化设备为原则。
条件3:生产线布置理想化,为了使未加工品的投入口和完成品的出口无限接近,减少移动的距离,采用“U形生产线”和“二字形生产线”。
条件4: 产品排线理想化,确定流向各道工序的产品品种和产品号,必须改善妨碍均衡化生产的各种问题。
条件5:作业工序理想化,必须把加工、组装、收尾的工序设计成一个流,用装置型等批量生产设备进行小批量生产。因为这样会使更换作业程序的次数增加,所以要缩短更换作业程序的时间。
条件6:生产速度同期化,使各道工序的作业量的速度基本保持一致,以求得生产的同期化。在标准作业中,同期化的速度就是顾客所要求的产品的节拍时间【单件产品生产时间(tact time)】。
条件7:一人多机作业化,为了能使作业人员同时控制多道工序,要培养多能工。
条件8:作业方式站立化,为了能使作业人员同时控制多道工序,必须站着作业。
条件9:问题处理及时化,为了能够迅速对应在一个流的生产过程中发生的问题,要提高生产技术,实现更高程度的流程化
何谓理想化的流程?
基本思想:不产生附加价值的作业就是浪费,具体表现为7种浪费。流程化就是把混乱的流程加以改善,使其能够毫无阻碍地流动。
对策指南:找出妨碍各道工序之间依次流通的因素,在排除这些妨碍因素时设计一条理想的流水线和生产线。
三、一个流生产要素
按照一定的作业顺序,一个一个地加工或组装产品的方法。
1、前置时间(lead time)
生产的前置时间是指从开始着手准备将要生产的产品的原材料到将原材料加工为成品的时间,包括加工时间(增加附加价值的时间)和停滞时间(不增加附加价值的时间)。
2、前置时间的模型
生产前置时间有很多种模型 ,大致可以分为计划生产和订货生产


3、节拍时间(tact time)
节拍时间是指生产一个产品所要花费的时间,即作业速度。
节拍时间 = 1天的工作时间÷1天的需求量
4、如何求节拍时间
如果顾客每天所需求的产品数量是400个,生产的节拍时间就是49.9秒,即使再继续生产也只是在增加库存。

实际工作时间 = (计划作业时间 ― 计划作业外的时间)× 工作率
336分 = (8小时×60分 ― 1小时×60分)×0.8

生产数量 = 顾客需求数量 ÷(1 ― 产品不合格率)
404个 = 400个÷(1 ― 0.01)

节拍时间 = 实际可工作时间 ÷生产数量
49.9 = 336分×60秒÷404个
5、后道工序领取
所谓后道工序领取是指前道工序生产后道工序所要领取的产品和数量。
6、推动式生产方式(传统)
传统的生产方式都是在前道工序生产好零件以后,将其拿到后道工序进行进一步的加工。
如果前道工序在机械设备和人力上有余力,就会不断地生产很多零件。如果正好与后道工序所需要的零件数量一致是最好不过了,都是很多时候都是不一致的,这样进入仓库的产品就会增多。
7、拉动式生产方式
后道工序领取方式,又叫拉动式生产方式,即后道工序在必要的时候按照必要的数量到前道工序领取必要的产品或零件,前道工序生产后道工序所要领取的产品或零件。
如果采取这种方式进行生产,就不会生产出多余的产品,因此就不会产生浪费
8、看板
看板是一种信息传达方式,利用看板可以传达生产信息,它能够把产品的生产和流动有效地结合为一体。
9、看板的功能
1)现品票:表示是什么产品,和现货在一起的状态。
2)生产指示票:指示在什么时候、在什么地方、生产什么样的产品、生产多少。
3)搬运指示票:指示把什么东西从什么地方搬到什么地方。
四、一个流生产的意义
通过一个流生产,在各工序间所产生的问题和瑕疵都会暴露出来。
1、基本思路
一个流生产就是在发现问题,逐一了解问题时,找出其存在的原因加以改善,然后必须把人、方法、机器设备、物,按照一个流的基本思路,建立成一条可行性的生产线。
2、河流式生产
如果河水流速快,就能发现哪里有淤泥,哪里挂住了某些东西。如果将引发这些问题的原因消除掉,河流就会恢复原样畅流无阻。
3、作业形式
作业也是同样的道理。通过像河流一样的一个流生产,以前所不能发现的问题和瑕疵都会浮出水面。如果提高一个流的作业速度,不仅问题和瑕疵(库存的停滞等)会暴露,那些很难发现的表明作业也会显现出来。
4、人和方法
(1)提高人的技能
(2)推进“多能工化”,使一个人能够同时操作多台机器设备
(3)需要有计划地对员工进行教育和培训
(4)具备生产线上的作业人员的作业水平
(5) 1个人控制多道工序,负责A~D的工序,站着操作
5、机器设备
(1)按照加工顺序依次排列各道工序
(2)为了灵活对应更换各道工序的布局,机械设备要选用小型的、便宜的
(3)生产线上配置专用机器
(4)以上面的人为例,当他从设备构成的U字形生产线的A处开始工作,当进展到D处时,再到A的距离就变短了
6、物
(1)瞄准半成品为零
(2)通过节拍时间来进行流动生产
(3)在生产布局上,要把各道工序间的时间缩到最短,尽量做到没有任何滞留
(4)把搬运的浪费降到最小
(5)改善信息和物的流通
通过一个流生产,在各工序之间所产生的问题和瑕疵都会暴露出来。